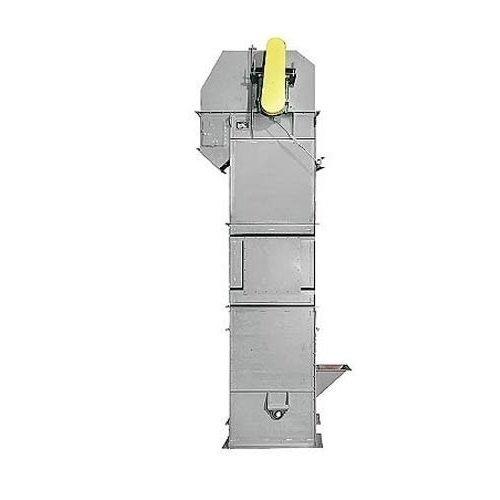
About BUCKET ELEVATOR
Experience affordable access to top-notch material handling with our BUCKET ELEVATOR, meticulously designed for instant savings and long-term value. Remarked for its meritorious performance, this system features 20-60 buckets in robust Mild Steel, Plastic, or Stainless Steel options. Bucket size is standard or tailored to your needs, supporting a configurable lifting height from 10-40 meters and adjustable conveyor speed. Enjoy efficient, reliable conveying for grains, cement, fertilizers, and more with a durable, low-noise, electric motor-driven design-perfect for any modern factory or processing facility.
BUCKET ELEVATOR: Competitive Edge & Versatile Applications
Our BUCKET ELEVATOR delivers a competitive advantage through its robust construction, modular design, and advanced safety features. The ability to customize bucket size, lifting height, and control systems makes it extremely adaptable for diverse material handling requirements. With easy operation and minimal maintenance, this elevator excels in industries such as factories, grain terminals, food processing mills, and storage facilities, offering reliable performance in every setting.
BUCKET ELEVATOR: Samples, Stock, and Market Availability
Estimate your project needs with ease-sample units of our BUCKET ELEVATOR are available upon request. Stock is readily maintained for prompt dispatch. We exchange product details and offer comprehensive support throughout purchase and installation. Our primary domestic market is India, supplied efficiently via FOB Port. The elevator is ready for immediate delivery to distributors, manufacturers, and traders, ensuring you benefit from seamless supply and dependable availability.
FAQ's of BUCKET ELEVATOR:
Q: How is the BUCKET ELEVATOR customized to fit different operation needs?
A: The BUCKET ELEVATOR offers customizable features including bucket size, lifting height, control systems, and inlet/outlet height. Options for bucket and frame material are also available, allowing the elevator to be tailored precisely to your specific material handling requirements.
Q: What safety measures are integrated into the BUCKET ELEVATOR?
A: This elevator is equipped with essential safety features such as an anti-reverse device, overload protection, and an emergency stop system, ensuring secure operation during material transfer for both personnel and equipment.
Q: Where is the BUCKET ELEVATOR typically used?
A: Designed for vertical conveying of bulk materials, it is widely applied in factories, food processing mills, grain storage terminals, distribution centers, and fertilizer and cement plants.
Q: What is the process for installation and startup of the BUCKET ELEVATOR?
A: Installation involves fixed vertical setup, followed by connection to the electric control system and start-up using either manual or automatic switchboard controls. The process is straightforward and supported by detailed manufacturer guidelines.
Q: What advantages does the BUCKET ELEVATOR offer over other material handling systems?
A: With a modular, robust construction, low noise level, minimal maintenance, and flexible customization, the BUCKET ELEVATOR delivers efficient, reliable, and cost-effective vertical bulk material transport.




 Send Inquiry
Send Inquiry

 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese